














Why Oil-Resistant Cable Is Critical in Industrial Environments

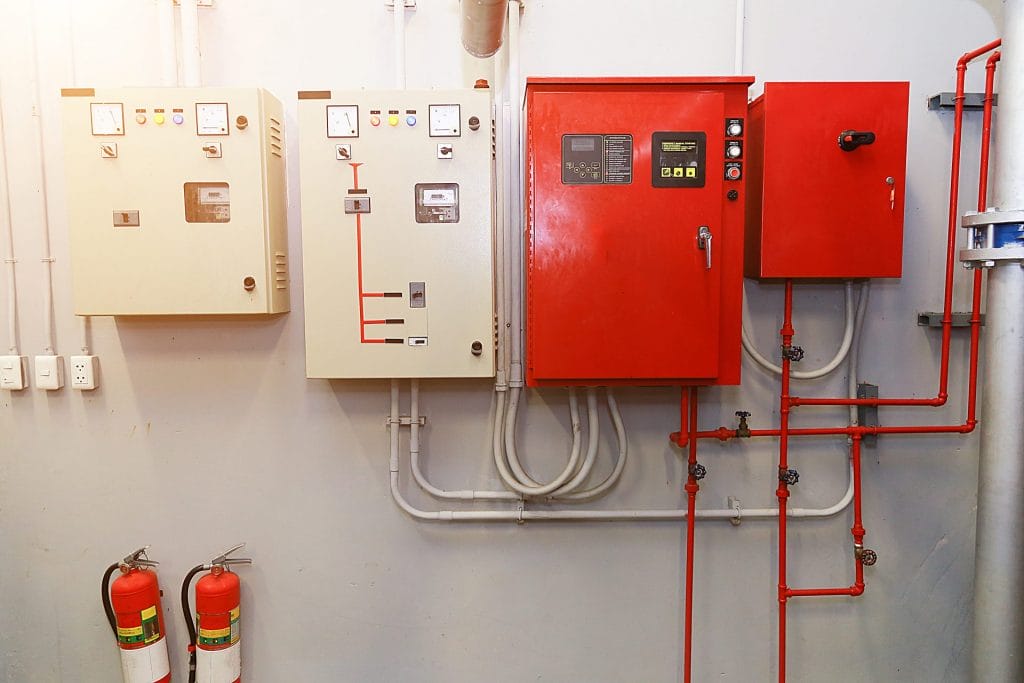
In today’s industrial environments—ranging from manufacturing plants and refineries to food processing facilities and heavy equipment operations—cables are constantly exposed to harsh conditions. Among the most damaging of these is oil exposure, which can quickly degrade standard cable and lead to costly failures. This is where oil-resistant cable becomes essential.
Engineered with specialized insulation and jacket materials, oil-resistant cable is designed to maintain performance, safety, and longevity in environments where oils, lubricants, and chemicals are present daily. As industrial systems become more automated and uptime becomes more critical, the importance of selecting the right cable—especially oil-resistant types—has never been greater.
The Problem: How Oil Damages Standard Cable
Oil exposure is one of the leading causes of cable failure in industrial settings. Standard PVC or non-rated cables can deteriorate quickly when exposed to oils and lubricants.
Common failure modes include:
- Jacket swelling and softening
- Cracking and brittleness over time
- Loss of insulation integrity
- Signal interference or electrical faults
Once a cable begins to degrade, it can lead to:
- unplanned downtime
- equipment malfunctions
- safety risks
- increased maintenance costs
In high-production environments, even a single cable failure can halt operations and result in significant financial losses.
What Makes a Cable Oil-Resistant?
Oil-resistant cables are specifically designed using materials that resist chemical breakdown and maintain mechanical integrity.
Key features include:
Specialized Jacket Compounds
Materials like:
- PVC (Oil Res I & II rated)
- CPE (Chlorinated Polyethylene)
- PUR (Polyurethane)
- FEP (Fluorinated Ethylene Propylene)
These compounds prevent oil penetration and reduce long-term degradation.
Spotlight Example: Belden 88760
A strong example of high-performance oil-resistant cable is the Belden 88760, widely used in demanding industrial applications.
Key Specifications:
- 18 AWG, 2-conductor (tinned copper)
- FEP insulation and FEP jacket
- 100% shield coverage (foil + drain wire)
- Temperature rating: -20°C to +150°C
- Voltage rating: 300V
- Ampacity: up to 17 amps per conductor
- Capacitance: ~51 pF/ft
- Suitable for oil, chemical, wet, and outdoor environments
Why It Stands Out:
- FEP provides excellent chemical and oil resistance
- High temperature rating (150°C) supports harsh environments
- Shielding ensures signal integrity in noisy industrial settings
- Designed for both indoor and outdoor use, including burial
This type of cable is commonly used in:
- control systems
- instrumentation
- process automation
- panel wiring
Why FEP Matters in Oil-Resistant Cable
One of the most important materials in oil-resistant cable design is FEP (Fluorinated Ethylene Propylene).
Advantages of FEP:
- Exceptional resistance to oils, chemicals, and solvents
- High temperature tolerance (often up to 150°C or higher)
- Low dielectric constant (improves signal performance)
- Non-reactive and long-lasting
Compared to standard PVC, FEP offers significantly longer service life in harsh environments, making it ideal for critical industrial applications.
Real-World Applications
Oil-resistant cables are used across a wide range of industries:
Manufacturing & Automation
- CNC machines
- stamping equipment
- robotic systems
- lubrication-heavy machinery
Oil & Gas Industry
- drilling rigs
- refineries
- pipeline systems
Food & Beverage Processing
- equipment exposed to oils and cleaning chemicals
- washdown environments
Material Handling & Heavy Equipment
- conveyor systems
- hydraulic equipment
- automated warehouses
In each of these environments, exposure to oils and fluids is constant—making oil-resistant cable a necessity, not a luxury.
The Cost of Using the Wrong Cable
One of the biggest mistakes in industrial projects is using standard cable in environments that require oil resistance.
Short-Term Savings vs Long-Term Costs
While non-rated cable may be cheaper upfront, the long-term costs can be substantial:
- frequent replacements
- labor costs for reinstallation
- production downtime
- potential equipment damage
In contrast, oil-resistant cable provides:
- longer lifespan
- reduced maintenance
- greater system reliability
In many cases, investing in higher-quality cable upfront results in significant cost savings over time.
Additional Performance Benefits
Beyond oil resistance, these cables often provide additional advantages:
Improved Signal Integrity
Shielded designs (like in Belden 88760) protect against:
- electromagnetic interference (EMI)
- electrical noise from motors and drives
High Temperature Performance
With ratings up to 150°C, FEP cables can operate in extreme heat without degradation.
Environmental Durability
Many oil-resistant cables are also:
- sunlight resistant
- moisture resistant
- suitable for direct burial
Industry Trend: Increasing Demand for Specialty Cable
The wire and cable industry is shifting toward engineered, application-specific solutions rather than commodity products.
Key drivers include:
- increased automation
- more complex industrial systems
- higher uptime requirements
- harsher operating environments
Oil-resistant cable is a prime example of this shift, as industries prioritize durability and performance over initial cost.
Final Thoughts
Oil-resistant cable is no longer a niche product—it is a critical component in modern industrial environments. Exposure to oils and chemicals can quickly destroy standard cable, leading to failures, downtime, and increased costs.
Products like the Belden 88760 demonstrate how advanced materials like FEP, combined with proper shielding and construction, provide the durability and performance required in demanding applications.
As industrial systems continue to evolve, selecting the right cable—especially one designed for oil resistance—is essential for maintaining reliability, safety, and long-term operational efficiency.
Click to view our Belden and Belden Equals